
 English
English español
españolhow can we help you
You can contact us any way that is convenient for you. We are available 24/7 via email or telephone.
Contact Us
What is milling?
If want to understand milling cutter, it is necessary to understand milling knowledge first.

In the optimization of the milling effect, the milling cutter blade is another important factor, in any milling if the number of cutting blades at the same time is more than one advantage, but at the same time to participate in the cutting blade number is too much is the disadvantage, in the cutting of each cutting edge can not be cutting at the same time, the required power and participate in the cutting edge of the cutting how much, on the chip formation process, The position of the milling cutter relative to the workpiece plays an important role in cutting edge load and machining results. In face milling, with a cutter about 30% larger than the cutting width and positioned near the center of the workpiece, chip thickness changes little. The chip thickness in the cut is slightly thinner than the cutting thickness in the center.
To ensure that a sufficiently high average chip thickness/feed per tooth is used, the number of cutter teeth appropriate for the process must be correctly determined. The pitch of a milling cutter is the distance between effective cutting edges. According to this value, the milling cutter can be divided into three types -- dense tooth milling cutter, sparse tooth milling cutter and extra dense tooth milling cutter.
And milling chip thickness related to the main Angle of the milling cutter, the main Angle is the Angle between the main cutting edge and the workpiece surface, mainly 45 degrees, 90 degrees Angle and circular blade, the direction of the cutting force change with the main Angle of the different will change greatly: A milling cutter with a main deflection Angle of 90 degrees mainly produces radial forces acting in the feed direction, which means that the machined surface will not be subjected to excessive pressure, which is more reliable for milling the workpiece with a weak structure.
The radial cutting force and axial direction of the milling cutter with the main deflection Angle of 45 degrees are roughly equal, so the pressure produced is more balanced, and the power requirements of the machine tool are relatively low. It is especially suitable for milling the short chip material workpiece that produces crushing chips.
A milling cutter with a circular blade means that the main deflection Angle varies continuously from 0 degrees to 90 degrees, depending on the depth of the cut. The cutting edge strength of this blade is very high, because the chip generated along the long cutting edge direction is relatively thin, so it is suitable for large feed, along the direction of the blade radial cutting force is constantly changing, and the pressure generated in the process of machining will depend on the depth of cutting. The development of modern blade groove makes the circular blade have the advantages of smooth cutting effect, low power demand and good stability. It is no longer an effective rough cutter. It is widely used in both face milling and vertical milling.
What is the milling method?
There are two ways relative to the feed direction of the workpiece and the rotation direction of the milling cutter:
The first is forward milling, where the direction of rotation of the cutter is the same as the feed direction of the cut, and the cutter bites the workpiece at the beginning of the cut and cuts off the last chip.
The second type is reverse milling, where the direction of rotation of the milling cutter is opposite to the direction of feed of the cutting. The milling cutter must slip a section of the workpiece before it begins cutting, starting with zero cutting thickness and reaching maximum cutting thickness at the end of the cutting.
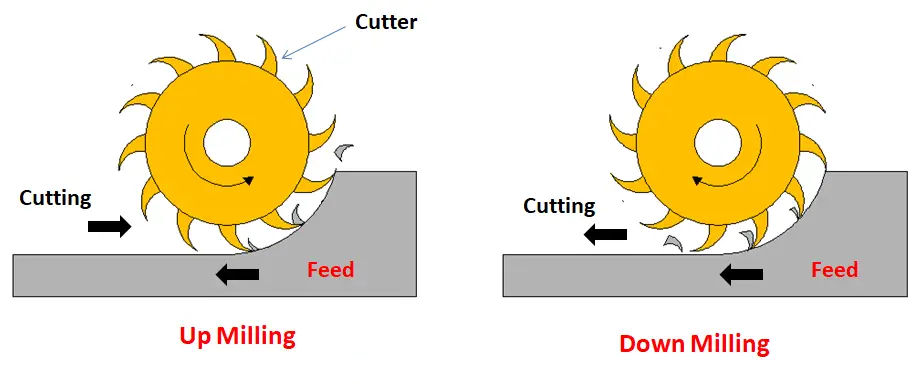
In three - edge milling, some end milling or face milling, cutting forces have different directions. Face milling, milling cutter is just on the outside of the workpiece, the direction of cutting force should pay special attention to. In forward milling, the cutting force pushes the workpiece toward the table, and in reverse milling, the cutting force pushes the workpiece away from the table.
Due to the best cutting effect of down-milling, down-milling is usually preferred. Only when the machine has thread clearance problems or can not be solved by down-milling, can inverse milling be considered.

Ideally, the cutter diameter should be larger than the workpiece width, and the cutter axis line should always be slightly away from the workpiece center line. When the tool is placed directly against the cutting center, it is easy to produce burrs. When the cutting edge enters the cutting and exits the cutting, the direction of the radial cutting force will change constantly, the machine spindle may vibrate and be damaged, the blade may shatter and the machining surface will be very rough, the milling cutter is slightly off center, the direction of the cutting force will no longer fluctuate - the milling cutter will obtain a preload. We can compare center milling to driving in the center of the road.
Each time a milling cutter blade enters a cut, the cutting edge is subjected to an impact load, which depends on the cross section of the chip, the material of the workpiece and the type of cutting. When cutting in and out, whether the cutting edge and the workpiece can be correctly occlusal is an important direction.
When the cutter shaft line is completely outside the width of the workpiece, the impact force on cutting is borne by the outermost tip of the blade, which will mean that the initial impact load is borne by the most sensitive part of the tool. The cutter finally leaves the workpiece with the tip of the tool, that is to say, the blade from the beginning of cutting to leave, the cutting force has been acting on the outermost tip of the tool until the impact force is unloaded. When the centerline of the cutter is located on the workpiece edge line, when the chip thickness reaches the maximum, the blade is removed from cutting, and the impact load is maximum when cutting in and out. When the milling cutter axis line is located within the workpiece width, the initial impact load along the cutting edge by the distance from the most sensitive tool tip to bear, and when the blade is more stable exit cutting.
For each blade, the way the cutting edge leaves the workpiece when exiting the cutting is important. The remaining material may reduce the blade clearance somewhat as the blade approaches withdrawal. When the chip is detached from the workpiece, an instantaneous tensile force is generated along the front cutter face of the blade and burrs are often produced on the workpiece. This tensile force endangers the chip edge in dangerous situations.





 IPv6 network supported
IPv6 network supported








